در صنایع امروزی، تولید محصولات با سرعت بالایی صورت می گیرد. یک نمونه بسیار بارز در این خصوص صنعت تولید نوشابه و یا نوشیدنی های گازدار است. پر کردن، برچسبزنی، بازرسی و بستهبندی در این صنایع با سرعت فوق العاده بالایی صورت می گیرد. در خصوص امر بازرسی، این فرآیند که شامل بازرسی درب بطری، پرینت کد محصولات و چک کردن فویل نگهدارند بهمنظور برآورده کردن تقاضا باید با سرعت بالایی صورت گیرد.
دستگاه بازرسی موجود در خط تولید بطری های پلاستیکی آبمیوه که با سرعتی معادل 900 قطعه در دقیقه عبور می کند عملیات بررسی موارد خواستهشده را انجام می دهد. دستگاه بازرسی بطری بعد از ایستگاه پر کن و همچنین بعد از ایستگاه بسته شدن درب قرار می گیرد. وظیفه دستگاه اطمینان حاصل کردن از درست بسته شدن درب بطری، نحوی قرارگیری صحیح برچسب و همچنین تشخیص وجود کد پرینت شده بر روی درب بطری است.
بهمنظور انجام این مهم از سه دوربین که هرکدام 120 درجه از سطح بیرونی بطری را پوشش می دهد بهره برده شده است. دوربین ها به لنزهای 16 میلیمتری مجهز گردیده اند. دوربین ها در فاصله 20 سانتیمتری از نوار نقاله به عرض 10 سانتیمتر قرارگرفتهاند. بهمنظور روشنایی محل مورد پردازش از یک صفحه پروژکتور استاندارد با ابعاد 300x300 میلیمتر بهره برده شده است. دوربین دیگری بهصورت عمود بر سطح و بر بالای سطح درب بطری قرار می گیرد. زمان تصویربرداری هر چهار دوربین توسط PLC و با توجه به پالس ورودی از حسگرهای نوری به آن تنظیم می گردد.

استفاده از یک سیستم نورپردازی و سه دوربین با زوایای 120 درجه نسبت به یکدیگر باعث می شود که نور موجود برای یک دوربین حکم back light بهمنظور بررسی درستی قرار گرفتن درب بطری را داشته باشد و برای دوربین دیگر حکم روشنایی سطح را بهمنظور بررسی نحوی صحیح چسبانده شدن برچسب را دارا باشد.
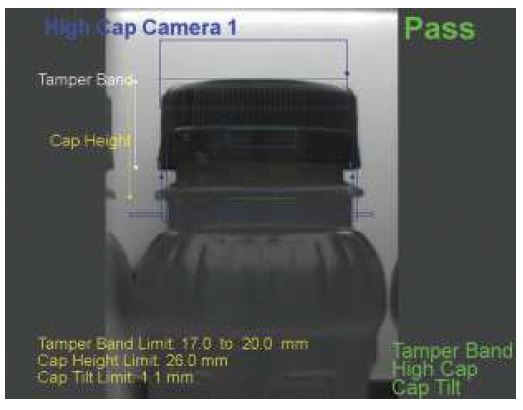
یک نرم افزار ویژه پردازش تصویر که در آن امکان بازرسی درب بطری، برچسب و کد حکشده بر روی درب بطری وجود دارد، تمامی فعالیت های مبتنی بر پردازش تصاویر را بر عهده دارد. در نرم افزار ابتدا با استفاده از الگوریتم لبه یابی، لبه ها و بالای بطری مشخص می گردد. با توجه به این محدوده ناحیه موردنیاز پردازش مشخص می گردد. و درنهایت با استفاده از الگوریتم های اندازه گیری فاصله درب بطری تا بدنه و همچنین اندازه درب بطری محاسبه می شود. با ادغام و پردازش تصاویر ارسالی از هر سه دوربین تمامی فضای 360 درجه اطراف بطری، مورد بازرسی قرار می گیرد و نتیجه نهایی مبنی بر سالم و یا عدم سالم بودن ارسال می گردد.
در راستای بررسی صحت وجود کد پرینت شده بر روی درب بطری، تصویر ارسالی در نرم افزار ابتدا تحت یک فیلتر ویژه قرارگرفته تا تصویری تکرنگ حاصل شود. تصویر تکرنگ ایجادشده توسط الگوریتم های یکسان یابی بررسی می گردد و صحت درج کد ارزیابی می گردد.
درنهایت بطری های معیوب توسط سیستم پران و بافرمان PLC از خط خارج می گردد.
 امارگیر وبلاگامارگیر سایتتقویم و ساعت
امارگیر وبلاگامارگیر سایتتقویم و ساعت